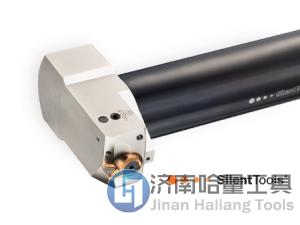
镗削用Silent刀具 高生产率镗削工序的振动解决方案
Model:镗削用Silent刀具
Brand:镗削用Silent刀具
Brief: 在镗孔和其他加工操作中,经常会遇到因振动产生的问题,特别是在进行长悬伸加工时。振动可能导致表面纹理不良、精度不够、生产率低下、刀片和机床磨损加剧以及噪音问题。
在镗孔和其他加工操作中,经常会遇到因振动产生的问题,特别是在进行长悬伸加工时。振动可能导致表面纹理不良、精度不够、生产率低下、刀片和机床磨损加剧以及噪音问题。
因此,解决振动问题一定能够为您带来生产率的提高。
|
益处
- 生产率提高50-200%
- 提高表面质量
- 提高工艺安全性
- 降低了每个零件成本
特点
- Silent刀具独特的减振机构
- 内冷却液贯通整个刀杆
- 能够灵活选择3种不同的刀具设置
- 可达性长度高达直径的6倍
应用
- 镗削工序:粗加工和精加工
- 消除振动可使切削参数显著提高
- 生产率从4倍镗杆直径开始提高
ISO应用范围






建议
- 主偏角应接近90°,以实现更高的轴向切削力和更低的径向/切向切削力。
- 利用大主偏角和小刀尖半径降低径向力,减少偏斜和振动。
- 小刀尖半径是小切削深度的理想选择,并可降低振动风险。大刀尖半径具有极高的切削刃安全性,可实现强进给量和大切深。使用的刀尖半径越大,振动风险就越高。因此,三角形正前角型刀片是减振镗削工序的首选。
- 尽可能使用轻快切削单元来改进减振器的动态特性和影响。
- 如有可能,使用锥形刀柄
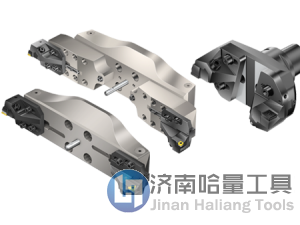
- 高生产率镗削:长度和直径都相等的两个刀片能够提高进给
- 阶梯镗削:如果希望进行大幅径向切削,可在其中一个滑块下面垫上附加垫片
- 单刃镗削:将其中一个滑块更换为护盖,以降低切削力并实现精确的圆度、理想的表面质量和小公差
产品范围
镗杆接杆直径,DC
in mm

|
||
|---|---|---|

|
非标产品 | |
|
|
CoroBore 825® |
|
|
|
DuoBore™ |
|

|
粗镗 |
精镗 |
|
|---|---|---|
|
镗削范围 直径25-150 mm (0.984-5.906 in) |
镗削范围
直径23-167 mm
(0.906-6.575 in) |
镗削范围
直径150-315 mm
(5.906-12.402 in)
|
|
减振DuoBore™ |
减振CoroBore® 825 |
|

|
|
|
|
|
||