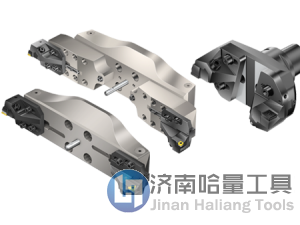
山特维克CoroBore 825/826 XL 用于大直径的精镗刀具
Model:CoroBore 825/826 XL
Brand:CoroBore 825/826 XL
Brief: CoroBore® 825 XL和CoroBore® 826 XL是大直径精镗首选。刀具可以径向调整,以用一种刀具覆盖一定的直径范围。刀具可以进行微米级精确调整,以获得小公差。
CoroBore® 825 XL和CoroBore® 826 XL是大直径精镗首选。刀具可以径向调整,以用一种刀具覆盖一定的直径范围。刀具可以进行微米级精确调整,以获得小公差。
|
优点
- 系统可靠性高,刀头和刀夹之间为刚性接口,保证稳定和没有振动的镗削
- 用于所有材料类型的专用刀片槽形和材质
- 使用wiper(修光刃)刀片,可获得杰出的表面质量
- 针对大直径镗削进行优化的专用刀柄
- 小的孔公差
- 可作为silent tools减振刀具提供,用于进行直径为150-315 mm (5.906-12.402英寸) 的无振动镗削,即使在长悬伸条件下也能实现精镗
- 也可作为轻质刀具提供:CoroBore轻质镗削刀具减小了刀具重量和刀具转换力矩,由此使装夹更简单并能镗削更大直径的孔
特点
- 范围很广的CoroTurn 107 和 CoroTurn 111标准刀片分类
- 具有最高稳定性的刀夹设计
- 通过刀具的切削液
- 直径为298-1,275 mm (11.732-50.197英寸),由高强度铝材制成,因此减轻了总成重量
-
采用硬质涂层进行表面防护
应用
- 适用于所有材料的专用槽形和材质
- 用于传统精镗、背镗和外圆工序
- CoroBore 825使用微调标尺准确调整切削刃
- 使用CoroBore 826易于调整直径 - 达到微米级!
- 每一增量调整,都会发出咔哒声。
- 这种刀具当安装在可达性/可视性较差的主轴上具有理想的性能。
- 小的孔公差
- 消除调整错误

|

|

|
| 传统精镗 | 背镗 | 外圆工序 |
ISO应用范围
![]()
![]()
![]()
![]()
![]()
![]()

建议
- 选择具有正前角槽形的切削轻快刀片,以得到最佳表面质量和较小的孔公差。
- 推荐首选刀尖半径为0.2 mm (0.008英寸) 的轻快切削刀形切削刃槽形 (L-K)。
- 选择小的刀尖半径,以减小振动和切削力。
- 选择小于切削深度的刀尖半径
- Wiper (修光刃) 刀片可用于稳定工况下的高进给,以提高工件质量和生产效率水平。
- 精镗头CoroBore 825/826
- 总是从小直径到大直径调整,以避免空回。
- 在调整之前松开锁紧螺钉,之后拧紧

产品范围

|

|

|

|
|
| 镗削范围,mm (英寸) |
150-315 (5.906-12.402) |
150-315 (5.906-12.402) |
298-540 (11.732-21.260) |
538-1,275 (21.181-50.197) |
| 孔 公差 | IT6 | IT6 | IT6 | IT6 |
装配组件概览:
CoroBore 825/826 XL和825D/826D XL,
直径150-315 mm (5.906-50.197英寸)
|
常规接柄
|
减振接柄 |
|---|---|

|

|
|
1. 刀夹 |
1. 刀夹 |
|
CoroBore 825/826 XL, 直径298-540 mm (11.732-21.260英寸) |
CoroBore 825/826 XL,
直径538-1275 mm (21.181-50.197英寸)
|
|---|---|

|

|
|
1. 刀夹 2. 精镗头 3. 滑块 4. 桥式滑块 5. 配重块 |
1. 刀夹 2. 精镗头 3. 滑块 4. 配重块 5. 加长桥式滑块 6. 桥式滑块 |
精密调整
单刃精镗刀具可以进行调整,以便对切削刃进行微米级精确预设。
CoroBore 825 XL
- 刻度盘旋转一整圈将使刀片径向移动0.25 mm (0.010英寸)。
- 使用游标刻度盘调整调整 (直径上调整0.002 mm (0.00008英寸))
- 刻度盘每转一整圈将使直径改变0.5 mm (0.020英寸)
- 刻度盘的每一分度具有50个分度,代表0.010 mm (0.0004英寸)/直径。微调标尺有5个分度,这样可以0.002 mm (0.00008英寸) 调整直径。
- 精镗头上的可调径向行程为7.5 mm (0.295英寸)

CoroBore 826 XL
- 每一增量的直径调整量为0.002 mm (0.00008英寸),并会发出咔哒声。
- 刻度盘每转一圈将使直径改变0.1 mm (0.0039英寸)
- 精镗头上的可调径向行程为0.5 mm (0.020英寸)

刀夹设计
CoroBore 825 XL/CoroBore 826 XL在刀夹和横向滑块间都有着相同的接口结构 -椭圆凹/凸部分能够承受切向力和径向力。

材质和槽形
|
|
不稳定
工况
|
稳定
工况
|
补充 | |
|---|---|---|---|---|
|
正前角刀片
 
CoroTurn 107螺钉夹紧
|
|
-K / GC1115
-K / GC1125
|
-WK / GC1515
-WK / GC1115
-F / GC1125
|
-PF / GC1515
|
|
|
-K / GC1115
|
-WK / GC1115
-F / GC1125
|
-MF / GC1115
|
|
|
|
-K / GC1515 | -KF / GC3005 | -WF / GC3215 | |
|
|
-K / GC1115 | -AL / H10 | -AL / GC1810 | |
|
|
-K / GC1115* | -WK / GC1115* | -MF / GC1105* | |
|
|
** | |||

CoroTurn 111螺钉夹紧
|
|
-PF / GC1515 | -PF / GC1515 | |
|
|
-MF / GC1125 | -MF / GC1125 | ||
|
|
-KF / GC3215 | -KF / GC3215 | ||
|
|
||||
|
|
-MF / GC1125 | -MF / GC1125 | ||
|
|
** | |||
*H13A用于钛基ISO S材料
**有关ISO H材料的精镗建议,参见技术指南中的车削章节
注意: 材质推荐值适用于一般工况。有关何时应该使用备选材质的建议,参见下述内容:
刀柄
CoroBore XL刀柄设计带有独特的刀具侧面接口,针对大直径镗削进行了优化。刀柄具有大支撑面,保证了稳定性,并通过大的驱动平键承受大扭矩而承受轴向力。
通过中心与法兰的内冷却液。可以将驱动键和桥式滑块转动90度。
为镗削工序选择刀柄时,抗弯曲度和扭矩传递都是需要考虑的最重要的因素。为了得到最佳稳定性和孔质量,采用可乐满Capto接口或可乐满EH系统。
可乐满Capto接口是唯一为所有金属切削工序 (包括所有孔加工方法) 设计的模块化刀具系统。相同的切削刀具和接柄可用于不同的应用场合和机床。这样就可以在整个车间都标准化为一种刀具系统。记住下列几点:
通过中心与法兰的内冷却液。可以将驱动键和桥式滑块转动90度。
为镗削工序选择刀柄时,抗弯曲度和扭矩传递都是需要考虑的最重要的因素。为了得到最佳稳定性和孔质量,采用可乐满Capto接口或可乐满EH系统。
可乐满Capto接口是唯一为所有金属切削工序 (包括所有孔加工方法) 设计的模块化刀具系统。相同的切削刀具和接柄可用于不同的应用场合和机床。这样就可以在整个车间都标准化为一种刀具系统。记住下列几点:
- 尽可能选择最短的接柄
- 尽可能选择最坚固的接柄
- 如果需要使用缩径杆,尽可能采用锥型
- 对于长悬伸 (>4 x DCON),使用减振接柄
- 对于长悬伸,如果可能,应确保法兰与主轴接触的刚性夹紧
可乐满EH系统具有强大的刀具灵活性 – 有多种切削头、接柄和刀柄可供选择。
- 标准化刀具降低了刀具库存,同时最大程度地减少了机床停机时间
-
适用于需长悬伸的镗削工序,例如在直径范围在1–36 mm (0.039–1.42英寸) 的大型加工中心。在深凹腔这种典型应用中,可乐满EH系统提供所需悬伸并同时确保加工安全性
用于镗削刀具的接柄/夹头选择
| 接柄和夹头系统 | |||||
|---|---|---|---|---|---|
|
首先选择接口/夹头, 然后选择接柄/夹头 |
可乐满Capto | CoroChuck 930 |
热涨
接柄
|
弹性夹头
接柄
|
|
| +++ 很好 | 扭矩传递 | +++ | +++ | +++ | +++ |
| ++ 良好 | 跳动量 | +++ | +++ | +++ | +++ |
| + 好 | 平衡 | +++ | +++ | +++ | +++ |
| 镗削刀具接口 | |||||
| CoroBore 820 | 可乐满Capto | 1 | |||
| DuoBore | 可乐满Capto | 1 | |||
| CoroBore XL | 可乐满Capto | 1 | |||
| CoroBore 825 | 1 | 2 | 3 | ||
| 圆柱直柄 | 1 | ||||
| EH | 1 | ||||
| 精镗头391.37A/B |
Relative products:Clicks:1217 Entry Time:2014-02-22 14:30:52|Print|Go back
Copyright © 2008-2015 All Rights Reserved. Tianqiao Omeya CNC Tool Shop备案号:鲁ICP备17009703号 | ||||