山特维克CoroBore 820 粗镗刀具-三片刀片设计
Model:CoroBore 820
Brand:CoroBore 820
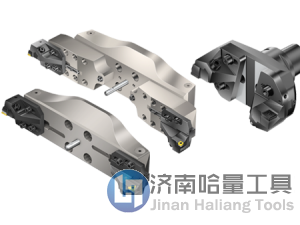
Brief: CoroBore® 820是粗镗的首选。CoroBore 820 所带的接柄带有匹配滑块、刀垫和盖板,这使其能够适合加工各种材料和多种工况。同一系列可用于高效率镗削、阶梯镗削和单刃镗削。系统中包含的接柄带有匹配滑块、刀垫和护盖,因此使刀具能够适应各种材料和工况。
CoroBore® 820是粗镗的首选。CoroBore 820 所带的接柄带有匹配滑块、刀垫和盖板,这使其能够适合加工各种材料和多种工况。同一系列可用于高效率镗削、阶梯镗削和单刃镗削。系统中包含的接柄带有匹配滑块、刀垫和护盖,因此使刀具能够适应各种材料和工况。
优点
-
通用性高,一把刀具可适应三种不同工序类型
-
大的CoroTurn 107和T-Max P 标准刀片分类
- 三刀片设计,实现了高金属去除率
特点
- 短式、高刚性和紧凑设计提供最高稳定性
- 可选滑块,可分别进行轴向和径向调整,从而减少库存成本。
- 切削液通过刀具,确保良好的排屑性能
应用
- 适用于所有材料类型的专用槽形和材质
- 首选CoroTurn 107螺钉夹紧
- 利用T-Max P和CoroTurn RC改善稳定工况的经济性和加工安全性。

|
||
|---|---|---|
| 高效率镗削 | ||

|
||
| 阶梯镗削 | ||

|
||
| 单刃镗削 |

|

|

|

|
|---|---|---|---|
| 扩孔 | 通孔 | 断续切削 | 盲孔 |
ISO应用范围






推荐值
- 总是以粗加工槽形开始,除非是小切深。
- 在小切深或需要获得良好的断屑性能,则选择半精加工槽形
- 选择CoroTurn 107获得较低切削力
- 对于要求坚固刀片和提高加工安全性的苛刻应用领域,可选用负前角刀片 (T-Max P)。
- 阶梯镗削是增加切削深度而又不带来过大振动的有效方法
产品范围

|
|
|
镗削范围,mm (英寸) |
35-306 (1.378-12.047) |
| 镗削深度 | 4xDCSFMS |
| 孔公差 | IT9 |
装配组件概览:

|
1. 滑块
2. 接柄
|
|---|
材质和槽形
| 半精加工 | 粗加工 | 补充 | |||
|
正前角刀片 CoroTurn 107螺钉夹紧 |
|
-PM / GC4225 | -PR / GC4225 | -WM / GC4215 | |
|
|
-MM / GC2025 | -MR / GC2025 | -WM / GC2015 | ||
|
|
-KM / GC3215 | -KR / GC3215 | -WM / GC3215 | ||
|
|
-AL / H10 | -AL / H10 | -AL /GC1810 | ||
|
|
-MM / GC1105 | - MM / GC 1105 | -UM / GC1115 | ||
|
|
** | ||||
|
负前角刀片

T-Max P、CoroTurn RC刚性夹紧 |
|
-PM / GC4225 | -PR / GC4225 | WMX / GC4215 | |
|
|
-MM / GC2025 | -PR / GC4225 | WMX / GC2015 | ||
|
|
-KM / GC3215 | -KR / GC3215 | WMX / GC3215 | ||
|
|
-QM / GC1105 | -QM / GC1105 | -NM / GC1115 | ||
|
|
** | ||||
*H13A用于钛基ISO S材料
** 推荐用于ISO H材料的精镗,参见技术指南中的普通车削章节。
注:材质推荐对于正常工况有效
有关何时应使用备选材质的建议,如下所示:
| 应用 | 韧性 | 首选 | 耐磨性 | |
|---|---|---|---|---|
| 粗加工 |
|
GC4235 | GC4225 | GC4215 |
|
|
GC2035 | GC2025 | GC2015 | |
|
|
GC4215 | GC3215 | GC3210/GC3205* | |
|
|
GC1115 | H10 | GC1810 | |
|
|
GC1115/H13A | GC1105 | GC1105 | |
*GC3210球墨铸铁,GC3205灰口铸铁
有关切削参数推荐值,参见主样本。
刀柄
为镗削工序选择刀柄时,抗弯曲度和扭矩传递都是需要考虑的最重要的因素。 为获得最佳稳定性和孔质量,采用可乐满Capto接口或CoroChuck 930夹头。
可乐满Capto接口是全球唯一无需采用折中方案就能满足所有金属切削应用需求的模块式刀具系统,包括所有孔加工方法。相同的切削刀具和接柄可用于不同的应用场合和机床。这样就可以在整个车间都标准化为一种刀具系统。记住下列几点:
-
尽可能选择最短的接柄
-
尽可能选择最坚固的接柄
-
如果需要使用缩径杆,尽可能采用锥型
-
对于长悬伸 (>4 x DCSFMS),使用减振接柄
-
对于长悬伸,如果可能,应确保法兰与主轴接触的刚性夹紧
用于镗削刀具的接柄/夹头选择
| 接柄和夹头系统 | |||||
|---|---|---|---|---|---|
|
首先选择接口/夹头, 然后选择接柄/夹头 |
Coromant Capto | CoroChuck 930 |
热涨接柄
接柄
|
弹性夹头
接柄
|
|
| +++ 很好 | 扭矩传递 | +++ | +++ | +++ | +++ |
| ++ 良好 | 跳动量 | +++ | +++ | +++ | +++ |
| + 好 | 平衡 | +++ | +++ | +++ | +++ |
| 镗削刀具接口 | |||||
| CoroBore 820 | Coromant Capto | 1 | |||
| DuoBore | Coromant Capto | 1 | |||
| HeavyDuty | Coromant Capto | 1 | |||
| CoroBore 825 | 1 | 2 | 3 | ||
| 圆柱直柄 | 1 | ||||
| 精镗头391.37A/B | 可乐满Capto | ||||